The design fundamentals of the JM high precision series die spotting press are similar to the YC series, in that it is also equipped with four reliable guide pillars, an elastic mold plate and four spotting oil cylinders, ensuring the mold plate force is uniform and the spotting precision is high.
The main difference between the JM and YC series lies in the overall arrangement. It is important to utilize space effectively inside the plant, and in order to assist customers in doing so, we designed the JM series as a right angle types, and the YC series as a linear type. In doing so, users can choose which machine best fits their factory layout.
Request a Quote
Type selection
According to different pressure capacities, we offer 10 different machine types, with a size varying from 80T to 600T. The mix mold size they can process is 3.5m×2.5m.
SX80JM
Pressing capacity: 80 ton
Mold open capacity: 22 ton
Overturn capacity: 2.5 ton
Ejecting capacity: 2.2 ton
SX120JM
Pressing capacity: 120 ton
Mold open capacity: 25 ton
Overturn capacity: 4 ton
Ejecting capacity: 2.2 ton
SX160JM
Pressing capacity: 160 ton
Mold open capacity: 38 ton
Overturn capacity: 8 ton
Ejecting capacity: 6.3 ton
SX200JM
Pressing capacity: 200 ton
Mold open capacity: 45 ton
Overturn capacity: 10 ton
Ejecting capacity: 6.3 ton
SX260JM
Pressing capacity: 260 ton
Mold open capacity: 50 ton
Overturn capacity: 10 ton
Ejecting capacity: 6.3 ton
SX300JM
Pressing capacity: 300 ton
Mold open capacity: 56 ton
Overturn capacity: 18 ton
Ejecting capacity: 6.3 ton
SX350JM
Pressing capacity: 350 ton
Mold open capacity: 70 ton
Overturn capacity: 25 ton
Ejecting capacity: 11.2 ton
SX400JM
Pressing capacity: 400 ton
Mold open capacity: 80 ton
Overturn capacity: 25 ton
Ejecting capacity: 11.2 ton
SX500JM
Pressing capacity: 500 ton
Mold open capacity: 120 ton
Overturn capacity: 30 ton
Ejecting capacity: 21.5 ton
SX600JM
Pressing capacity: 600 ton
Mold open capacity: 150 ton
Overturn capacity: 35 ton
Ejecting capacity: 21.5 ton
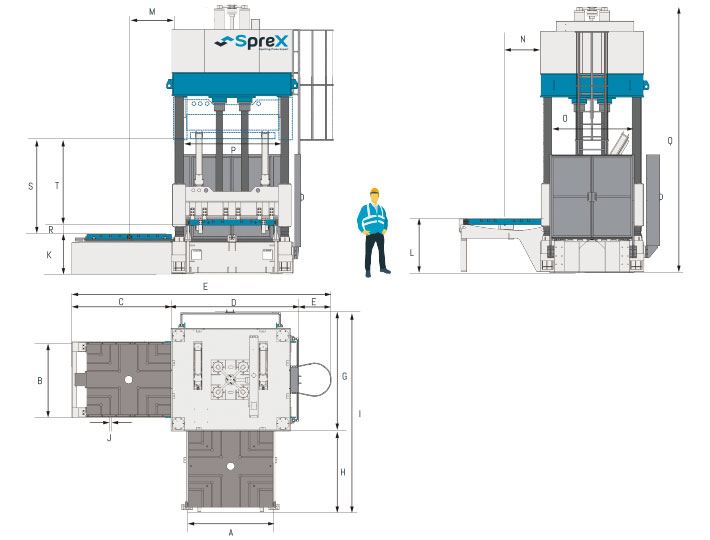
Installation Dimensions
Technical parameter
Items Model
SX80JM
SX120JM
SX160JM
SX200JM
SX260JM
SX300JM
SX350JM
SX400JM
SX500JM
SX600JM
A
1000
1400
1600
1800
2000
2200
2800
3000
3100
3500
B
800
1100
1300
1500
1600
1800
2000
2000
2100
2500
C
1305
1700
1920
2120
2220
2635
3230
3440
3535
4135
D
1530
2085
2360
2560
2760
3210
3810
4050
4280
4690
E
765
765
765
765
765
715
715
715
715
715
F
3600
4550
5045
5445
5745
6560
7755
8205
8530
9540
G
1240
1680
2000
2200
2300
2680
2880
2960
3200
3560
H
960
1430
1480
1680
1780
1990
2250
2210
2240
2840
I
2820
3740
3910
4310
4510
5280
5740
5470
5740
6700
J
22
22
28
28
28
36
36
36
36
36
K
537
682
762
832
832
905
975
1025
1125
1250
L
746
970
1040
1135
1135
1225
1515
1565
1665
1880
M
495
698
800
900
950
1115
1410
1475
1565
1790
N
445
670
640
750
850
910
1030
990
990
1350
O
940
1280
1500
1700
1800
2060
2260
2260
2400
2800
P
1120
1645
1860
2060
2260
2550
3150
3350
3470
3900
Q
3655
4580
5190
5680
5765
6780
7140
7340
8470
9275
R
150
200
200
200
200
200
400
400
400
400
S
1120
1500
1700
1900
1900
2300
2500
2500
3000
3200
T
1000
1300
1500
1700
1700
2100
2100
2100
2600
2800
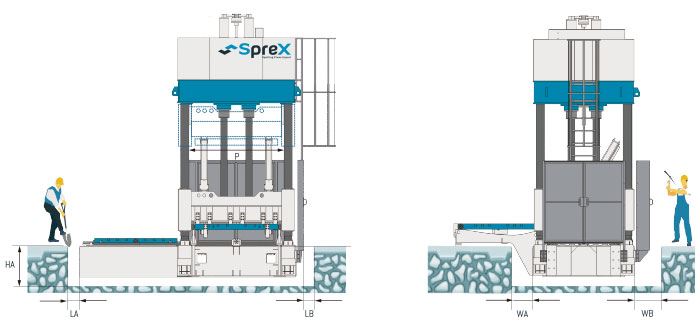
HA
550
600
750
800
800
900
900
950
1050
1100
LA
800
800
800
800
800
1000
1000
1000
1000
1000
LB
800
800
800
800
800
1000
1000
1000
1000
1000
WA
800
800
800
800
800
1000
1000
1000
1000
1000
WB
800
800
800
800
800
1000
1000
1000
1000
1000
Features
Designed with reliable guide pillar, enabling high precision during high-pressure mold closure and convenient platen parallelism adjustment.
All moving parts are equipped with graphite copper sleeve guides, ensuring oil-free and self-lubricating operation for a cleaner and more environmentally friendly machine.
Incorporates practical and reliable fault detection, alarm systems, and low-pressure mold protection function for enhanced safety and performance.
Equipped with a lower worktable featuring high-precision positioning and lifting devices, further improving operational efficiency.
Features four mold clamping cylinders, ensuring even force distribution during high-pressure mold closure and minimizing deformation coefficient.
Utilizes German-made SIKO magnetic band for precise detection of the moving platen's position, guaranteeing accurate results.
Includes mechanical safety protection devices to safeguard both your valuable molds and the machine itself.
Components of Die Spotting Press
Reliable work
During the spotting process, operators need to simply place two molds on the rolling bolster and upper platen, respectively. When the molds are fixed in place using a hydraulic clamping system, the equipment will begin to operate. The rolling bolster moves forward, while at the same time, the upper platen moves upwards and reverses to 180 degrees. By doing so, the two piece mold will effectively complete spotting in their positions.
High spotting precision
Four guide pillars ensure the entire unit is stable and reliable, and the parallel position of the mold can be adjusted simply by shifting the guide pillar nut positions, thus ensuring a high spotting precision. We also use an elastic mold plate to guarantee the high spotting precision under a high pressure.
Complete protective measures
Once the rolling bolster returns to its original position, our hydraulic machinery safety will attach and lock it automatically, which makes mold and machinery operation safer and more secure.
Optional device
Servo drive system
Serve driving using an optional servo motor can help reduce the die spotting press' oil temperature and energy consumption.
Magnetic mold plate
Magnetic mold plates can be used in conjunction with the die spotting press in order to achieve a reliable and fast die change.
Hydraulic clamping system
We offer a variety of hydraulic clamping systems that match the die spotting press, thus helping customers achieve a fast, reliable die change.